What is drop forging?
Drop forging is a metal shaping process, the metal to be formed is first heated then shaped by forcing it into the contours of a die, this force can be in excess of 2000 tons. The drop forging process can be performed with the material at various temperatures;
- Hot Forging : During hot forging the metals are heated to above their recrystallization temperature. The main benefit of this hot forging is that work hardening is prevented due to the recrystallization of the metal as it begins to cool.
- Cold Forging : Cold Forging is generally performed with metal at room temperature below the the recrystallization temperature. Cold forging typically work hardens the metal.
There are two types of drop forging, open die and closed die.
Open die drop forging requires the operator to position the work piece while it is impacted by the ram. The die attached to the ram is usually flat or of a simple contour, most of the shaping is achieved by the operator physically positioning the work piece before each stroke of the ram. There are also special dies which can be used to cut the metal, form holes or notches.
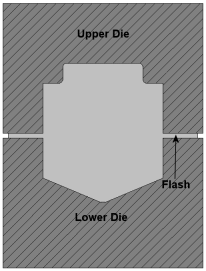
Closed die drop forging comprises of a die on the anvil which resembles a mould, the ram which falls and strikes the top of the metal billet can also be equipped with a die. The heated metal billet is placed on the lower die while the ram drives down forcing the metal to fill the contours of the die blocks.
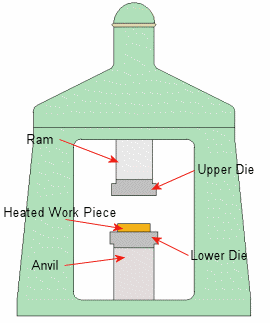
Diagram of basic drop forging set up
Drop Forging – Open die
Open die drop forging gets its name from the fact that dies on impact do not completely cover the work piece allowing the work to deform into open space. This is why an operator must position the work piece before each strike of the tool, it’s not unusual for the tool to strike a work piece many times before shaping is complete.
 |
 |
|
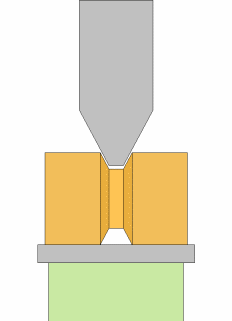
Fig 1: Notching |
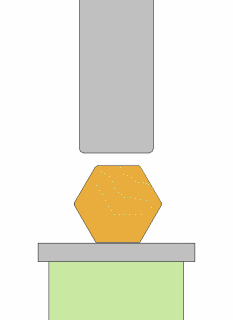
Fig 2: Shaping |
The above image “Fig 1” is showing notching, this process uses a tool similar in shape to a chisel, the operator will rotate the work piece through a gradual 360° ensuring the tool leaves an even impression around the circumference of the work piece. The operator may have to rotate the work piece several times to achieve the desired shape.
For “Fig 2” multiple sided shapes can be made with much the same method as notching, just with different tools, for shapes where more accuracy is required for example the six sided shape above a machine jaw might be used to hold the work piece in place and move it through a consistent rotation of degrees each tool impact.
Open die drop forging is capable of producing forgings from around 2kg to 150 tons and when a very large structurally sound part is required open die forging is usually top choice.
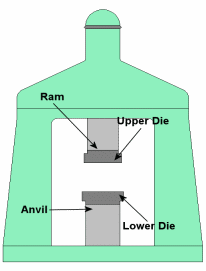
Drop Forging – Closed die (Impression die)
Closed die drop forging sometimes referred to as impression die forging comprises of a die on the anvil which resembles a mould, the ram which falls and strikes the top of the work piece can also be equipped with a die. The metal work piece is heated and placed on the lower die while the ram falls down forcing the metal to fill the contours of the die blocks. The ram may impact the work several times to ensure all of the contours are filled, with all the pressure put on the work piece its common place to get metal flow between the dies called flash, however the flash due to its decreased size cools relatively quickly and therefore helps block or reduce further flow between the dies. This flash will have to be trimmed off once forging is complete.
 |
 |
Advantages
- Hot forging prevents work hardening associated with cold forming
- Parts of sizes up to 25 tons can be produced with closed die forging
- Closed die forging can produce near net shapes that will require only a small amount of finishing
- Economic for large runs of product
- Forging provides superior mechanical properties over castings due to the internal grain structure formation in forged parts
Disadvantages
- Not very economical for short runs due to the high cost of die production
- The business set up cost of drop forging is very high, not only are the machines and furnaces costly but special building provisions must be in place to cope with the powerful vibrations caused by drop forging. A special foundation must be laid to deal with this environment
- Drop forging presents a dangerous working environment
